
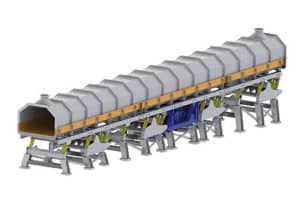
Der Gusskühler hat die Aufgabe den zuvor von Sand befreiten Guss von ca. 500 – 650°C auf weniger als 100°C zu kühlen. Damit wird ermöglicht, dass Gussteile direkt in der nachgeschalteten Strahlanlage bearbeitet werden können. Die Fördertechnik basiert hierbei auf der Technik der Resonanzförderrinnen. Diese werden in der Regel mit Schwingungsabsorbern und angeschraubten Hauben ausgestattet, die der Vibrationsbewegung folgen. Im Gegenstromverfahren wird Luft, erzeugt durch einen Ventilator, eingeblasen. Der kanalförmige Aufbau der Resonanzrinne dient der Luftstrom. Ein starker Kaltluftstrom wird entgegen der Gussförderrichtung in den Strömungskanal eingeleitet, um die Gussteile abzukühlen. Der Kühlvorgang kann je nach Anwendungsfall von einem temperaturgeregelten Wassersprühsystem unterstützt werden.
Je nach Gussmodul (Verhältnis Gussvolumen/Gussoberfläche) wird eine Verweilzeit für das Gusssortiment bestimmt und über eine Steuerung die Fördergeschwindigkeit des Kühlers geregelt.
Die Vorteile eines Gusskühlers im Gegensatz zu der herkömmlichen Kühlung mittels freier Konvektion ohne aktive Luftzufuhr sind:
- Deutlich stärkere Abkühlung bei gegebenem Durchsatz und Temperaturdifferenz
- Kürzere Förderstrecken
- Minimierung der Schnittstellen und dadurch Reduzierung der Handhabung von Gussteilen
- Reduzierte Belegung von Produktionsflächen durch abkühlende Gussteile
- Weniger Gefahrenstellen durch Einkapselung
- Kompakte Anlage
Technische Eigenschaften
- Länge der Einzelmaschinen bis zu 60 m
- Breite von 500 bis 3.200 mm
Merkmale
- Produktschonender Transport von Gussteilen durch Gleitförderung im Niedrigfrequenzbereich
- Geringer Verschleiß
- Einfacher Transport durch Zerlegbarkeit der Maschinenteile
- Kurzer Montage- und Inbetriebnahmeaufwand
- Weitgehende Vermeidung dynamischer Fundament-Belastungen durch Schwingungsabsorber
- Robustes Design
- Temperatur der zu befördernden Ware bis 650°C
Anwendung
Formballen werden nach dem Abguss von der Formanlage in einer bestimmen Taktzeit auf die vorgeschalteten Trennrinnen geschoben, wo Guss und Sand voneinander getrennt werden. Von der Trennrinne gelangen die Gussteile auf den Gusskühler, wo diese dann auf weniger als 100°C, oder eine andere gewünschte Temperatur, je nach Anforderung des nachfolgenden Prozesses, gekühlt werden. Durch den kontinuierlichen und schonenden Gusstransport gelangen diese unversehrt in die nachgeschaltete Strahlanlage, wo dann die Oberflächen von Verschmutzungen befreit werden.

